Production Process
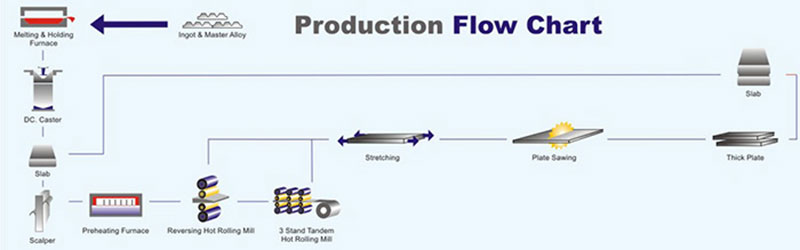
Melting and Holding Furnaces
Pure aluminum ingots are melted and alloyed with other elements by means of master alloy such as iron, silicon, manganese and magnesium. The material is analysed and adjusted to ensure the correct composition is achieved, then degassed, filtered and transfered to casting blocks to form aluminum slabs. The slab ends would then be sawn and scalped on both sides by slab saw.
Hot Rolling Mesta 1+2 Stands Tandem Mill
On line Quenching
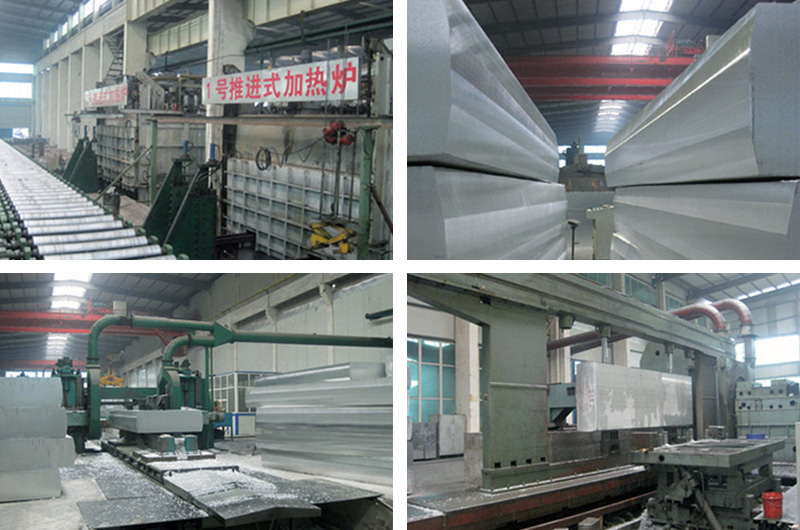
The scalped slab is then placed inside the preheating furnace to be preheated / homogenized and made ready for the hot rolling process. The heated slab is hot rolled back and forward several times through the hot resersing mill to achieve a certain thickness prior to roll in the 1+2 Stand Tandem Mill.The finished products are hot rolled coils and plate materials for further process.

Straightening Machine
Hot rolled coils are then processed in the Cold Rolling Machine to customers' required Thicknesses and further treated in the annealing furnaces to achieve the required temper / strength. The Cold Rolling Mill machine is equipped with Automatic Gauge Control (AGC) and Automatic Flatness Control (AFC) able to produce the closest tolerances required meeting the stringent worldwide standards.

- Tension Leveling for improving the flatness of the material prior to cut to lenght Line for final sheet products.Cold Rolled Coil are processed in the Finishing Department for further process as per customers' requirement such as :
- Side Trimming for foil stock, slit coil and circle blanks.
- Embossing for embossed coils or sheets and roll forming for roofing products.
Strenching Machine

Polish and Film Coverage Procedure
aluminum foil is placed in the Annealing Furnace by means of heat treatment to reach a specific temper and mechanical properties required by customers.

customer’s requiremend.These plates will be put on transmission shaft firstly,then,they will be sent to the polishedThe finished aluminium plates only have Mill Finish Surface,therefore,the polished surface need be produced as machine to get polished.And the filim coverage machine joined with polished machine together in the end side.So as the film coverage will be done in the same time after plate polishing.



